












Resin Fibre Discs – ACTIROX – Ceramic Range – Maximum Stock Removal Fibre Discs for extreme stock removal. Actirox discs provide a new level of grinding performance. Choose the Actirox…




















































Our team are standing by between 8am-5pm AEST to answer any questions you may have.
We're here to help with any technical questions you may have via the live chat option below.
Spend over $199 on your order and receive free shipping to Australian capital metro locations.
Already know what you need? Click here to upload or enter your order quickly without browsing.
Resin Fibre Discs – ACTIROX – Ceramic Range – Maximum Stock Removal Fibre Discs for extreme stock removal. Actirox discs provide a new level of grinding performance. Choose the Actirox…
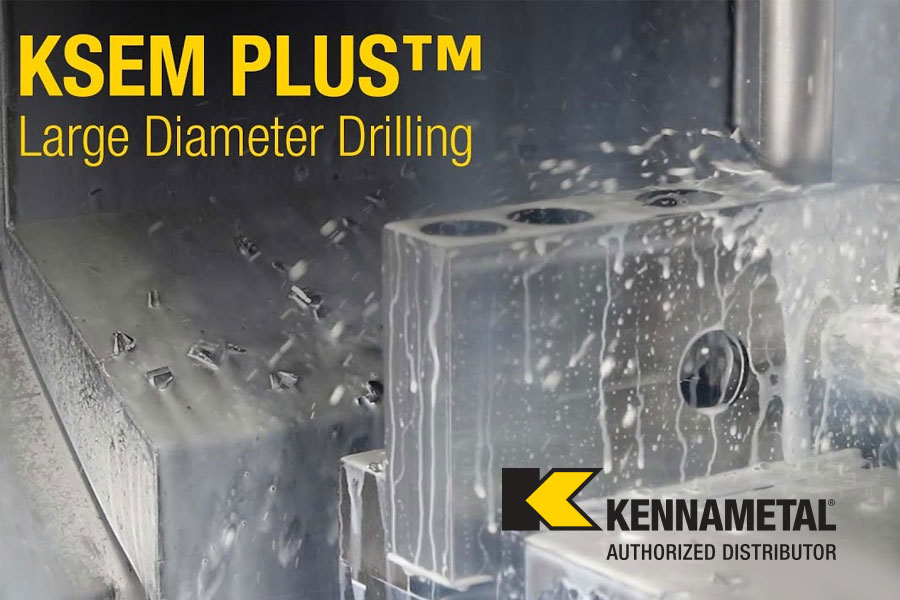
Looking to lower your cost per hole when drilling large diameter holes? We know it can add up, that’s why KSEM PLUS™ is equipped to take interchangeable head styles. The…

Darex has been creating sharpening tools since 1973 under the brands DAREX industrial bit sharpeners, DRILL DOCTOR professional and DIY drill bit sharpeners, and WORK SHARP knife and tool…






